咨詢(xún)熱線(xiàn):137-7080-0051
歡迎訪(fǎng)問(wèn)南京萬(wàn)傳機械有限公司網(wǎng)站!
咨詢(xún)熱線(xiàn):137-7080-0051

137-7080-0051
aasheenee.com

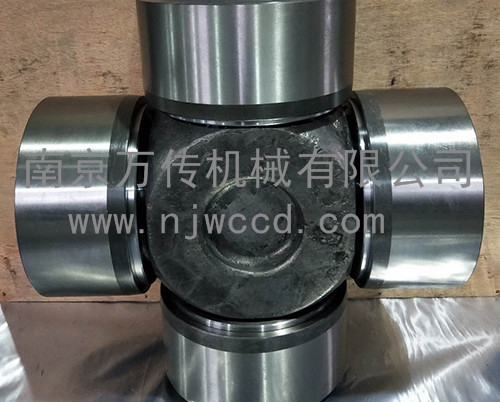
SWL十字軸總成如果響聲是否有磕碰凹陷,平衡片是否失落。平衡片的失落需要在原焊點(diǎn)位置重新焊接相同的平衡片。如果萬(wàn)向軸軸管有明顯凹陷使萬(wàn)向軸本身失去平衡,應將花鍵軸和萬(wàn)向軸叉在車(chē)床上切下,在軸管中插入一根比軸管內徑細的芯軸,在凹陷處墊上型錘敲擊修復。然后將切下的花鍵軸和萬(wàn)向軸叉焊會(huì )原位。為了保證修理質(zhì)量,施焊時(shí)應將軸管放在專(zhuān)用支架上,先在圓周對稱(chēng)點(diǎn)焊點(diǎn)數,然戶(hù)校正其偏擺量,經(jīng)校正后在沿圓周焊復。焊完冷卻后。再復查一次,若擺差過(guò)大應重新焊接。該項工藝過(guò)程較為復雜。如果十字軸總成大面積凹陷損傷,則需要更換該節傳動(dòng)軸。
如果異響和振抖仍為消除,則要檢查伸縮節是否對標準標記安裝,如果安裝正確,則要支起車(chē)體,啟動(dòng)發(fā)動(dòng)機以怠速低檔運轉,若萬(wàn)向軸擺動(dòng)量大,可用劃針測量偏擺部位、方向、偏擺量,如果傳動(dòng)軸兩端不正或彎曲,則要在壓條上墊上與軸管相吻合的軟質(zhì)金屬進(jìn)行冷壓校正。




全國服務(wù)熱線(xiàn):137-7080-0051
聯(lián)系人:李經(jīng)理 營(yíng)業(yè)執照
電話(huà):137-7080-0051
地址:南京市溧水區經(jīng)濟開(kāi)發(fā)區機場(chǎng)路19號
網(wǎng)址:aasheenee.com